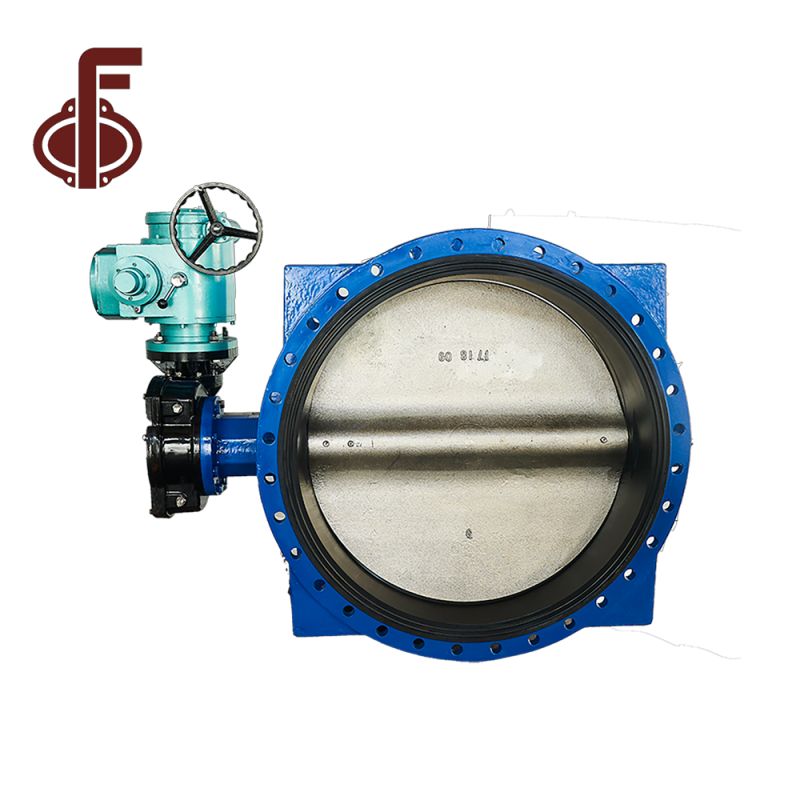




Elektryczne zawory motylkowe kołnierzowe



Szczegóły produktu
| Rozmiar i ciśnienie znamionowe oraz standard | |
| Rozmiar | DN40-DN4000 |
| Ocena ciśnienia | PN10, PN16, CL150, JIS 5K, JIS 10K |
| STD twarzą w twarz | API609, BS5155, DIN3202, ISO5752 |
| Połączenie STD | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, GOST33259 |
| Górny kołnierz STD | ISO5211 |
| Materiał | |
| Ciało | Żeliwo (GG25), żeliwo sferoidalne (GGG40/50), stal węglowa (WCB A216), stal nierdzewna (SS304/SS316/SS304L/SS316L), stal nierdzewna duplex (2507/1.4529), brąz, stop aluminium. |
| Dysk | DI+Ni, stal węglowa (WCB A216), stal nierdzewna (SS304/SS316/SS304L/SS316L), stal nierdzewna dupleks (2507/1.4529), brąz, DI/WCB/SS pokryta powłoką epoksydową/Nylon/EPDM/NBR/ PTFE/PFA |
| Trzon/wał | SS416, SS431, SS304, SS316, stal nierdzewna duplex, monel |
| Siedziba | NBR, EPDM/REPDM, PTFE/RPTFE, Viton, neopren, Hypalon, krzem, PFA |
| Tuleja | PTFE, brąz |
| Pierścień O | NBR, EPDM, FKM |
| Uruchamiacz | Dźwignia ręczna, skrzynia biegów, siłownik elektryczny, siłownik pneumatyczny |
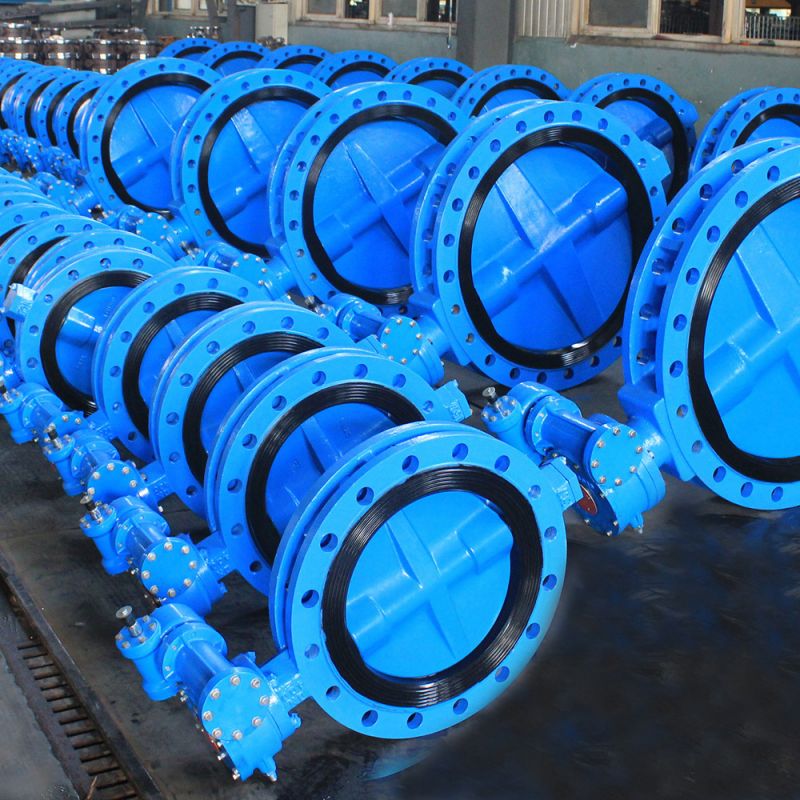
Wyświetlacz produktu





Zaleta produktu
Tabliczka znacznikowa umieszczona po stronie korpusu zaworu, łatwa do obserwacji po instalacji.Materiał płytki to SS304, znakowany laserowo.Do mocowania używamy nitu ze stali nierdzewnej, dzięki czemu jest czysty i dokręcany.
Śruby i nakrętki wykonane są z materiału SS304 o wyższej odporności na rdzę.
Uchwyt zaworu wykonany jest z żeliwa sferoidalnego, jest antykorozyjny niż zwykły uchwyt.Sprężyna i sworzeń wykorzystują materiał SS304.Część uchwytu wykorzystuje strukturę półkola, z dobrym wyczuciem dotyku.
Trzpień zaworu motylkowego wykorzystuje typ modulacji, wysoką wytrzymałość, odporność na zużycie i bezpieczne połączenie.
Konstrukcja trzpienia bez sworznia przyjmuje konstrukcję zapobiegającą wydmuchowi, trzpień zaworu przyjmuje podwójny pierścień skokowy, co nie tylko może kompensować błąd w instalacji, ale także może zapobiec wydmuchaniu trzpienia.
Każdy produkt ZFA posiada raport materiałowy dla głównych części zaworu.
Korpus zaworu ZFA wykorzystuje solidny korpus zaworu, więc waga jest większa niż w przypadku zwykłego typu.
W zaworze zastosowano proces malowania proszkiem epoksydowym, grubość proszku wynosi co najmniej 250um.Korpus zaworu powinien nagrzewać się przez 3 godziny w temperaturze poniżej 200°C, proszek powinien zestalić się przez 2 godziny w temperaturze poniżej 180°C.
Po naturalnym schłodzeniu przyczepność proszku jest większa niż w przypadku zwykłego proszku, co gwarantuje brak zmiany koloru w ciągu 36 miesięcy.
Siłowniki pneumatyczne przyjmują konstrukcję z podwójnym tłokiem, charakteryzującą się wysoką precyzją oraz skutecznym i stabilnym momentem wyjściowym.
Test korpusu: Test korpusu zaworu wykorzystuje ciśnienie 1,5 razy większe niż ciśnienie standardowe.Test należy wykonać po zamontowaniu, gdy grzybek zaworu jest w połowie zamknięty, zwany testem ciśnieniowym korpusu.Gniazdo zaworu wykorzystuje ciśnienie 1,1 razy większe niż ciśnienie standardowe.
Test specjalny: zgodnie z wymaganiami klienta możemy wykonać dowolny test, którego potrzebujesz.
Gorąco sprzedające się produkty














